×
×


Many sheet manufacturers struggle with recurring surface blemishes even after calibrating cooling rollers, cleaning T-dies and stabilizing raw material drying. Pinholes, longitudinal thickness streaks, fish eyes and matte orange peel texture persist on finished sheets, pushing scrap rates above 10% for mass production lines. Most operators overlook that the core source of these persistent flaws lies inside the screw structure of their Single Layer Sheet Plastic Extruder.
This article systematically sorts typical screw design defects, matches each structural flaw with corresponding sheet surface imperfections, and delivers operable repair and maintenance plans. Whether you run a full Single Layer Sheet Plastic Extruder Line, plan to upgrade old plastic sheet extrusion machine, or debug new sheet formulas, this guide helps you accurately locate screw-related faults and fundamentally stabilize sheet surface finish.
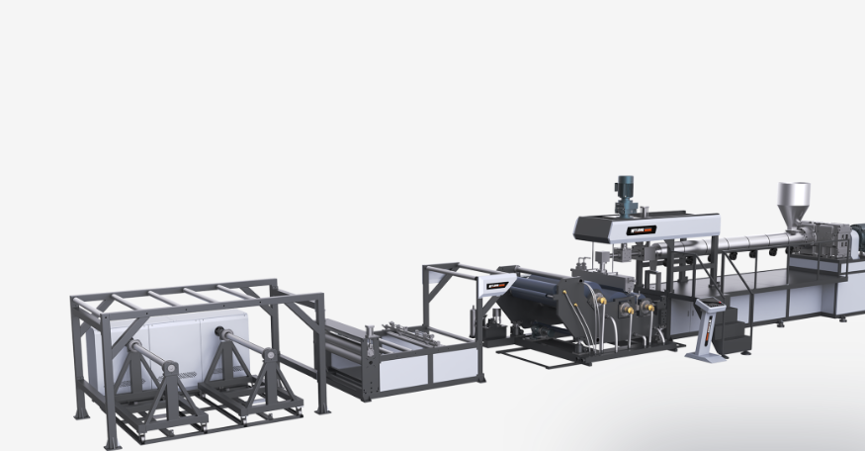
The core characteristic of the single layer extrusion process is one-step plasticization without separate compounding procedures. Raw pellets enter the barrel, complete melting, mixing and pressure building through three functional zones of a single screw, then flow directly to the calender roll system via the die head. The whole flow path is shorter than co-extrusion lines, yet it places higher demands on screw structure: poor mixing or unstable melt pressure cannot be offset by additional mixing equipment, and all structural defects will be fully reflected on sheet surfaces.
A complete plastic sheet extrusion line centers on the single-layer extruder, matched with drying hopper, screen changer, T-die, three-roll calender and winding station. The screw acts as the heart of all plastic extrusion equipment, controlling melt temperature, shear intensity and flow stability. Even minor structural defects in the screw will generate periodic melt fluctuations, which turn into visible stripes, pits and uneven gloss after calendering and shaping.
All surface blemishes linked to screw structures stem from four core abnormal states: uneven material conveying, insufficient melting homogenization, local melt stagnation and unstable output pressure. These hidden screw faults correspond one-to-one with sheet defects, forming the primary reasons for sheet blemishes in single layer sheet extrusion line. Operators often misjudge die or cooling equipment as the fault source, ignoring upstream screw structural deficiencies.
The table below summarizes mainstream screw structural flaws and their design roots for quick inspection:
| Screw Defect Type | Specific Design Shortcomings |
| Improper compression ratio | Too high ratio creates excessive shear and material scorching; too low leads to incomplete melting and fish eyes |
| Missing mixing sections | No Maddock mixing head or barrier structure, failing to disperse additives and recycled impurities |
| Small thread fillet radius | Sharp corners form stagnant melt zones, producing carbon black specks after long-term operation |
| Mismatched metering zone length | Over-short metering segments cause output surging and periodic thickness deviation |
| Insufficient surface polishing | Rough screw flights stick degraded resin, generating continuous streaks on sheets |
Every screw design deficiency maps to distinct visible sheet flaws, which simplifies rapid on-site diagnosis:
Fish eyes & translucent gel bumps: Caused by low compression ratio and absent mixing segments; unmelted resin particles pass through the die intact
Longitudinal thickness bands: Stem from short metering zones and unstable melt pressure, leading to periodic output fluctuation
Black specks & yellow streaks: Triggered by small thread fillet radii; stagnant melt carbonizes in screw corner dead zone
Orange peel matte surface: Result from uneven shear distribution; partial resin melts incompletely due to unreasonable barrier section layout
Micro pinholes & silvery haze: Linked to poor conveying stability; trapped air cannot be fully eliminated without adequate screw compression
When sheet surface blemishes appear, follow a three-step troubleshooting sequence to confirm whether the screw is the root cause:
Material isolation test: Switch to pure virgin resin without recycled fragments; if flaws remain, the fault lies in equipment rather than raw materials
Purge the extruder thoroughly: Run high-temperature cleaning material for 30 minutes; if defects persist after full purging, the screw has structural or wear issues
Disassemble and inspect the screw: Check flight surface wear, mixing section integrity and thread fillet smoothness to lock specific design deficiencies

Targeted mechanical restoration can resolve most minor structural damage, serving as the core method to repair single layer extruder screw to eliminate sheet surface defects:
For irreparable design mismatches, replace partial screw sections or customize new screw structures to solve single layer extrusion sheet flaws caused by defective screw:
Standardized daily maintenance delays screw wear and prevents secondary structural defects, split into fixed periodic tasks:
Can die adjustment fully cover all sheet flaws brought by defective screw design?
No. Screw-related melt uniformity and pressure fluctuation belong to upstream core faults, and die calibration only optimizes local flow balance without solving fundamental melt instability.
How long can a well-maintained single-layer extrusion screw maintain stable sheet surface quality?
With monthly cleaning and quarterly inspection, standard screws can run stably for 12–18 months before needing polishing or partial repair.
Where can factories get customized screw design, repair and sheet debugging support?
WYLONG provides targeted screw structure optimization and on-site sheet defect troubleshooting services for all types of single-layer sheet extrusion equipment.
Stable, flawless plastic sheet extrusion relies fundamentally on a reasonably designed, intact screw inside the Single Layer Sheet Plastic Extruder. This article sorts five common sheet surface blemishes triggered by screw structural deficiencies, analyzes corresponding design root causes, delivers complete fault diagnosis logic, screw repair schemes and long-term maintenance standards, and elaborates core operational methods including repair single layer extruder screw to eliminate sheet surface defects and how to judge screw-originated sheet flaws.
From feed conveying, compression melting to metering pressure build-up, every structural parameter of the screw determines melt shear, residence time and flow uniformity. Optimizing or repairing defective screw structures can thoroughly resolve fish eyes, black specks, thickness streaks and orange peel texture, greatly lowering the scrap rate of the entire Single Layer Sheet Plastic Extruder Line and improving finished product consistency. WYLONG integrates mature screw design optimization technology into its single-layer extrusion equipment solutions for sheet manufacturers of all scales.
If your production line repeatedly suffers sheet surface imperfections traced back to screw structural problems, and you require customized screw reconstruction, on-site equipment debugging or new screw matching consultation, reach out to our professional technical team to acquire exclusive screw optimization plans tailored to your single-layer sheet production specifications.

Our professional team of technical experts provides services for your needs around the clock time.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator