×

Formula fluctuation is one of the biggest pain points in modern plastic sheet manufacturing. Many factories rely on a fixed screw layout for all raw material blends, which triggers unstable melt flow, surface pinholes, inconsistent sheet thickness and frequent production downtime. At the core of this issue lies improper matching of modular screw elements inside the twin screw extruder. Unlike single-screw devices, the twin screw extrusion machine adopts a building-block screw design, allowing operators to rearrange conveying, kneading and venting elements to adapt to diverse formulas.
Most workshop engineers lack systematic guidance on how to match screw element combination with twin screw extruder formula, often spending days on repeated machine debugging without stable yield improvements. This guide breaks down the full logic of screw element selection, sorts core component functions, shares targeted collocation plans for mainstream sheet formulas, and delivers actionable tips for twin screw extruder screw combination adjustment in sheet extrusion. Whether you operate a complete sheet extrusion line, develop new modified plastic formulas, or upgrade your existing plastic extrusion machine, this manual can standardize your screw configuration and drastically cut scrap rates.
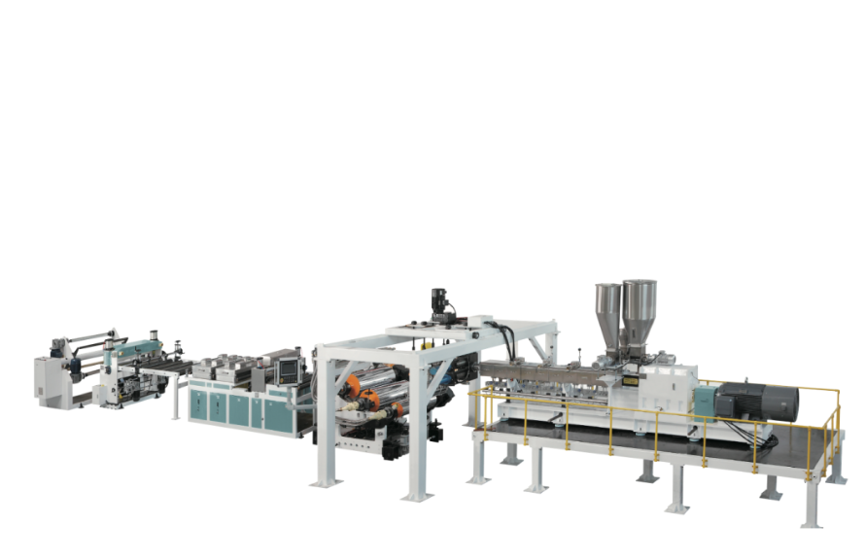
Modular assembly stands as the most distinctive advantage of the equipment. All screw parts can be freely disassembled and rearranged according to processing demands, a feature that single-screw units cannot match. Intermeshing twin screw structures generate balanced shear force, supporting both gentle homogenization for heat-sensitive PLA and high-intensity dispersion for high-filler PVC sheet compounds. This flexibility expands the broad application of twin screw extruder across food packaging, advertising boards and electronic thin sheets.
The complete twin screw extrusion process is divided into five continuous functional zones, each controlled by matched screw elements: feeding conveying, melting plasticization, mixing dispersion, vacuum devolatilization and metering pressure build-up. Every zone’s element layout directly affects melt uniformity, which further decides the surface quality of finished sheets in downstream plastic sheet extrusion. Even tiny mismatches in one segment will amplify into obvious defects on ultra-thin sheets after calendering and shaping.
Three core categories of modular elements form all screw combinations, with clear functional boundaries:
Conveying flight elements: Large-pitch deep-groove threads for smooth feeding and low-pressure material transportation, mainly deployed in feed and vent section
Kneading block elements: Offset stacked discs to generate shear force; 30°–45° stagger angles for mild distributive mixing, 60°–90° for strong dispersive mixing to break filler agglomerates
Special functional elements: Reverse threads for melt sealing before vacuum ports, toothed mixing rings for uniform color blending, narrow metering threads for stable pressure output
In a standard sheet extrusion line, conveying elements prevent powder bridging at the feed hopper; graded kneading blocks ensure full resin melting without overheating degradation; reverse sealing elements isolate vacuum sections to remove moisture and volatile matter, eliminating sheet pinholes. The coordinated layout of these parts realizes steady melt delivery to T-dies, laying the foundation for flat, defect-free plastic sheets.
The versatile processing capacity of the device covers mainstream sheet production formulas: rigid PVC decorative sheets, filled PP packaging sheets, biodegradable PLA thin films, and color masterbatch modified PET sheets. Different products carry unique formula characteristics—high-calcium PVC needs strong dispersion, while PLA requires low-shear gentle melting. This differentiation explains why a universal screw set cannot satisfy all production demands, highlighting the necessity of learning how to select screw elements for different plastic extrusion formulas.
Screw collocation standards for three widely used sheet formulas are summarized below for quick reference:
| Formula Type | Core Screw Element Matching Rules |
| High-filler PVC sheet | Alternate 60° kneading blocks and toothed mixing elements; add reverse sealing pieces before double vacuum ports |
| Heat-sensitive PLA thin sheet | 30° mild kneading blocks only; shorten mixing zone length to reduce residence time |
| Recycled PP packaging sheet | Widen feed conveying threads; add short 45° kneading sections to disperse impurity agglomerates |
Two non-negotiable principles run through all configuration work
Match shear intensity to material heat resistance: Heat-labile polymers use small stagger-angle kneading blocks; high-filler rigid formulas adopt large-angle dispersive blocks
Control residence time via element length: Extend vent zone components for formulas with high moisture content; shorten mixing segments for low-viscosity pure resin
Several targeted operational suggestions specially adapted to sheet production are summarized:

When sheet surface defects emerge after formula replacement, follow this step-by-step adjustment workflow:
Identify defect root causes: Pinholes point to insufficient venting sealing; orange peel texture signals incomplete filler dispersion
Modify targeted elements: Add reverse threads for poor vacuum effect; replace mild kneading blocks with 60° discs for uneven mixing
Test production in small batches, record melt temperature and pressure data, and adjust stagger angles or element length gradually
A well-matched screw combination can expand the stable processing window of existing formulas, without frequent modification of raw material ratios. For example, adding a group of toothed mixing elements can raise the recyclable material proportion of PP sheets by 10% without generating fish eyes. When raw material costs rise, optimizing screw layout instead of adjusting formulas becomes a cost-effective way to stabilize production quality.
Long-term stable operation relies on standardized screw management beyond one-time configuration:
Can one fixed screw combination support multiple plastic sheet formulas?
It cannot. Different resin viscosity, filler content and heat resistance require distinct shear and residence time control, so customized element rearrangement is mandatory.
What defects are directly caused by mismatched screw elements during sheet extrusion?
Excessive shear triggers polymer scorching and yellowing; insufficient mixing leads to fish eyes and uneven sheet gloss; poor vent sealing generates dense pinholes.
Where can factories obtain professional screw matching and formula debugging support?
WYLONG provides one-stop customized screw element collocation services for various sheet formulas, with professional engineers to complete on-site debugging for twin screw extruder production lines.
Stable and high-quality plastic sheet extrusion fundamentally depends on the perfect coordination between formula design and screw element combination of the twin screw extruder. This article systematically sorts mainstream screw element types and their respective functions, summarizes matching standards for three common sheet formulas, shares segmented adjustment workflows and long-term maintenance specifications, and interprets core logic including how to select screw elements for different plastic extrusion formulas and how to optimize melt status via screw layout.
From the feeding conveying zone to the metering pressure build-up section of the twin screw extrusion process, every group of screw elements acts as a key regulator of melt shear, residence time and degassing efficiency. Reasonable collocation not only eliminates typical sheet defects such as pinholes, uneven thickness and surface grain, but also expands the production window of raw material formulas, helping manufacturers reduce material waste and improve finished product consistency. WYLONG integrates mature screw configuration technology into its complete extrusion equipment solutions for sheet manufacturers.
If your sheet extrusion line frequently faces unstable melt, poor sheet surface finish or low production yield after formula replacement, and you need customized screw element combination schemes and professional formula debugging guidance, contact our technical team to obtain exclusive screw layout plans tailored to your plastic sheet production specifications.

Our professional team of technical experts provides services for your needs around the clock time.
