×
×


The single layer extrusion process is a continuous production mode widely used in packaging, construction, printing, and thermoforming sheets. During production, the extruder must maintain stable temperature, screw rotation, and melt pressure. However, during non-production idle periods, many users still keep production-level parameters, resulting in huge energy loss.
Through reasonable adjustment of screw speed, temperature zones, feeding status, and cooling system, plastic extrusion equipment idle running adjustment for energy saving can greatly reduce power consumption while keeping the machine ready for immediate restart. For enterprises pursuing low-carbon and high-efficiency production, idle optimization is a low-cost, high-return improvement measure.
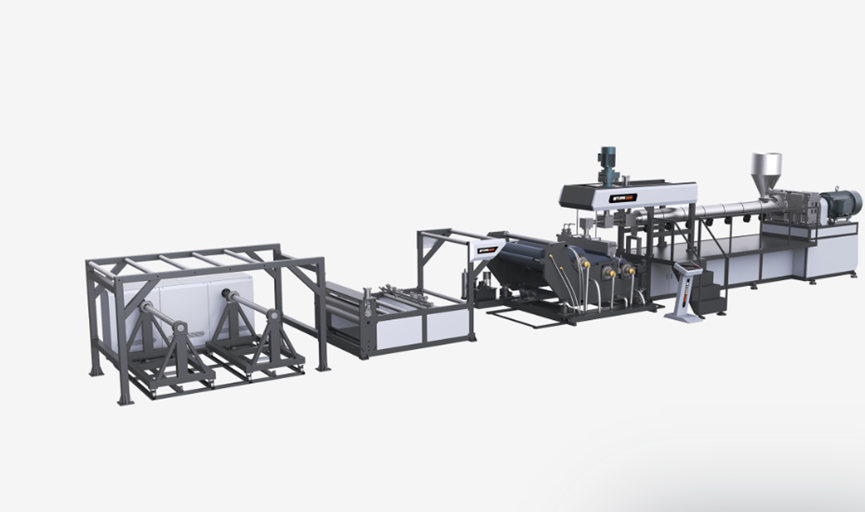
The standard single layer extrusion process includes raw material feeding, heating and plasticizing, melt extrusion, die forming, calendaring, cooling, haul-off, and fixed-length cutting. The whole line runs continuously and requires stable temperature and pressure control. During idle running, only the extruder host and temperature system usually remain operating, which is the main source of energy consumption.
A typical plastic sheet extrusion machine is equipped with a single screw structure, multi-zone temperature control, PLC touch screen, automatic feeding, and precision cooling system. It features stable plasticizing, high output, and easy operation. Most plastic sheet extrusion line systems support independent parameter adjustment for each temperature zone and screw speed, laying a foundation for intelligent idle optimization.
Idle running without optimization maintains high temperature, high screw speed, and full heating power, which wastes electricity greatly. Reasonable parameter adjustment can bring obvious benefits:
Many users have achieved stable power saving after implementing single layer extrusion process idle running optimization for energy cut.
To achieve ideal energy saving effect, focus on the following core parameters:
These parameters work together to determine the final energy saving effect.
The core idea of plastic sheet extrusion machine idle param setting for energy efficiency is: keep the machine warm but not overheat, run slowly but not stop.
Different materials require different idle strategies:
With proper adjustment, you can save energy with single layer sheet plastic extruder line idle optimization effectively.
The table below shows the recommended standard idle settings for common single layer sheet plastic extruder:
| Parameter | Normal Production | Recommended Idle | Function |
| Screw Speed | 100% | 20%–35% | Reduce motor load |
| Barrel Temp | Standard | -15~-35°C | Lower heating power |
| Die Head Temp | Standard | -5~-15°C | Prevent cold start |
| Feeder | Running | Stopped | Stop unnecessary load |
| Cooling System | Auto | Off / Low | Save auxiliary power |
Note: Follow the official manual of your extrusion line for precise values.
Long-term idle optimization relies on standardized operation:
These management methods help maintain stable energy saving effects.
Practical tips to balance energy saving and stability:
These tips ensure safe and smooth switching between idle and production.
How long does it take to restore production after idle optimization?
Normally 3–8 minutes, depending on temperature recovery speed.
Will idle parameter optimization affect sheet quality?
No, if set properly, it only reduces energy consumption without quality loss.
Can all single layer sheet extruders use idle optimization?
Yes, most PLC-controlled extrusion lines support parameter adjustment.
Which brand provides professional idle energy-saving settings?
WYLONG provides optimized idle running parameters for its single layer sheet extruder to help users save energy efficiently.
Idle running parameter optimization is a simple and efficient way to reduce energy consumption for single layer sheet plastic extruder and supporting lines. By scientifically adjusting screw speed, temperature, and auxiliary systems, enterprises can significantly lower power costs, extend equipment life, and achieve more environmentally friendly production. This measure does not require additional hardware investment and brings long-term economic benefits.
With mature design and user-friendly energy-saving solutions, WYLONG helps sheet extrusion manufacturers achieve higher efficiency and lower operating costs. If you need professional idle parameter guidance, equipment selection support, or customized energy-saving plans for your plastic sheet extrusion line, contact our team now for technical support and tailored solutions.

Our professional team of technical experts provides services for your needs around the clock time.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator