×

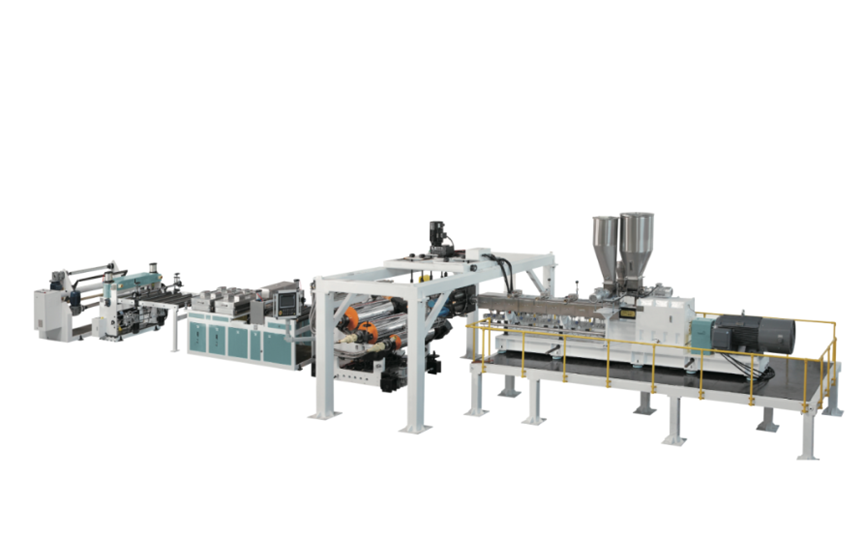
In the dynamic landscape of plastic manufacturing, the twin screw extruder stands as a cornerstone of precision and efficiency, powering critical processes like plastic sheet extrusion and high-volume compounding. Unlike single-screw alternatives, this equipment delivers superior mixing and material processing, making it indispensable for modern plastic extrusion process workflows. Yet, the full potential of a extrusion machine—and its long-term service life—hinges entirely on rigorous pre-startup preparation and standardized operational practices. Overlooking these foundational steps leads to material degradation, equipment wear, and costly production downtime, eroding the performance that makes this extruder a industry staple. This guide breaks down the essential pre-startup protocols, operational best practices, and shutdown procedures to keep your twin screw extruder running at peak condition for years, aligning every step with the unique demands of the twin screw extrusion process.
A twin screw extruder is an investment in production consistency, and its service life—often spanning a decade or more with care—depends on operational habits that minimize stress on its precision components. The core of proper operation lies in one simple principle: avoid prolonged idle time at operating temperatures, a mistake that plagues many production floors and causes polymer degradation, carbonization, and permanent screw/barrel damage.
Every phase of operation—pre-startup, production, shutdown—directly impacts component wear, material quality, and overall efficiency. For applications like sheet extrusion line production, where melt uniformity is non-negotiable, even minor operational missteps translate to defective sheets, wasted material, and unplanned maintenance. By standardizing every step of the process, you not only extend the extruder’s life but also ensure the machine delivers consistent output, matching the high performance expected from its design.
Pre-startup preparation is the most critical phase for a twin screw extruder, setting the stage for smooth production and preventing avoidable errors.
Mechanical & Safety Check: Inspect screw alignment, barrel seals, and drive systems for wear or looseness; verify all safety interlocks, emergency stops, and cooling water valves are functional to prevent in-operation hazards.
Material & Tooling Prep: Have target production materials (and purge compounds if needed) staged and pre-dried (per material requirements); ensure mold dies and feed systems are clean and aligned for the plastic extrusion process.
Temperature Profile Calibration: Program the extruder’s temperature zones to the exact specifications of the material being processed, and calculate the precise preheating time required—never start heating early and leave the machine idle.
Cooling System Validation: Test cooling water pumps and lines to ensure consistent flow; confirm temperature sensors for cooling and heating are accurate, a critical step for preventing overheating during production.
Feed System Check: Verify hopper feeders, conveyors, and material metering systems are clean and functional to avoid feed jams or inconsistent material flow once production begins.
A standardized start-up sequence turns pre-startup preparation into seamless production, eliminating the idle heating that is the single biggest cause of twin screw extruder damage.
Initiate the pre-programmed temperature profile only after all pre-startup checks are complete and production is ready to begin immediately.
Once the extruder reaches the target temperature for all zones, start the screw at a low speed (50–100 rpm) to avoid shear stress on cold components.
Begin material feeding immediately—no more than 2–3 minutes after reaching operating temperature—starting with a slow, consistent feed rate to prime the barrel and screws.
Gradually increase screw speed and feed rate to production levels, monitoring melt pressure and temperature in real time to ensure stable twin screw extrusion process performance.
For plastic sheet extrusion or other precision applications, run a small pilot batch to validate melt uniformity and product quality before ramping up to full throughput.
Continuous production does not mean set-it-and-forget-it operation; proactive in-run checks keep your twin screw extruder healthy and output consistent.
Shutdown is just as critical as start-up for protecting your twin screw extrusion machine; a rushed or incomplete shutdown leads to polymer degradation and carbonization that damages components and impacts future production.
Reduce screw speed and feed rate gradually, and stop material feeding once the barrel is nearly empty to avoid excess material buildup.
Purge the extruder with an inert polymer (e.g., HDPE) to fill all barrel gaps and screw flights; this material displaces oxygen and coats metal surfaces, preventing carbon oxide formation.
Once purging is complete, set all heating zone temperatures to 0°C and open all cooling water valves fully; start the cooling water pump to achieve rapid cooling of the barrel and screws—never allow natural air cooling.
Stop the screw once the extruder’s barrel temperature drops below 80°C, and shut off the cooling system only after the machine reaches room temperature.
Perform a quick visual inspection of the feed hopper and die area, removing any residual material to prevent hardening and buildup during downtime.
Post-operation care extends beyond immediate shutdown steps, preserving your twin screw extruder during downtime. These simple steps prevent corrosion, material buildup, and component seizing:
Even with protocols in place, common operational mistakes can compromise a twin screw extruder’s performance and lifespan.
| Common Mistake | Key Impact | Immediate Fix |
| Prolonged idle heating at operating temperature | Polymer carbonization, screw/barrel damage, product black spots | Calibrate preheating time to match production readiness; start feeding material immediately after reaching temperature |
| Natural air cooling after shutdown | Material degradation, hard buildup in barrel | Implement rapid cooling with full cooling water flow; set all heating zones to 0°C post-purging |
| Skipping purge compound for material changes | Cross-contamination, defective products, hard material buildup | Use a material-compatible purge compound for every change; run at moderate speed to ensure full cleaning |
| Intermittent material feeding | Uneven melt pressure, screw wear, inconsistent product quality | Install metering feeders; stage material to ensure continuous feeding |

The twin screw extrusion process is highly adaptable, but different plastic materials demand small operational adjustments to protect the extruder and ensure quality—especially critical for plastic sheet extrusion where material properties directly impact sheet uniformity. Key adjustments for common materials include:
Even the best protocols fail without well-trained operators; consistent twin screw extruder operation relies on a team that understands the equipment’s mechanics, material requirements, and standardized steps. Effective training should include:
Pre-startup preparation and standardized operation are not just best practices—they are the foundation of maximizing a twin screw extruder’s performance, service life, and return on investment. From eliminating prolonged idle heating to implementing rapid cooling post-shutdown, every step is designed to protect the extruder’s precision components and prevent the material degradation that plagues unregulated production. For applications like plastic sheet extrusion and high-volume compounding, these practices ensure consistent melt uniformity, minimal waste, and uninterrupted production—core goals for any plastic manufacturing operation. A well-cared-for twin screw extrusion machine does more than run longer; it delivers the consistent, high-quality output that defines a reliable process.
WYLONG is a trusted leader in twin screw extruder design and manufacturing, engineering equipment tailored to every application of twin screw extruder—from sheet extrusion line production to industrial compounding. Our expertise extends beyond equipment sales, including comprehensive operator training, customized operational protocols, and ongoing technical support to ensure your extruder runs at peak condition for its entire lifespan. Every machine is built with precision components and user-centric design, making standardized operation simple and effective for all production teams. If you’re ready to optimize your screw extruder with tailored pre-startup, operational, and shutdown protocols, contact them today to consult with our experts and build a solution aligned with your production goals and material needs.
What is the most critical pre-startup step for a twin screw extruder?
Calibrating preheating time to avoid prolonged idle heating is the most critical step; this eliminates polymer carbonization in the barrel and screws, the single biggest cause of equipment damage and product defects.
Why is rapid cooling essential for twin screw extruder shutdown?
Rapid cooling prevents polymer degradation and carbonization by quickly lowering the barrel temperature, unlike natural air cooling which allows material to break down and harden in the screw flights and barrel gaps.
How do material properties impact twin screw extrusion process start-up?
Thermally sensitive materials (e.g., PET, PVC) require lower shear speeds and stricter temperature control during start-up, while low-melt plastics (e.g., HDPE) need moderate preheating to avoid overheating—all adjustments protect the extruder and ensure product quality.
What is the biggest operational mistake for a twin screw extrusion machine?
Leaving the extruder idle at operating temperatures for extended periods is the biggest mistake; this leads to irreversible carbon buildup on screws and barrels, causing persistent product defects and costly maintenance.
Does WYLONG offer operator training for its twin screw extruder models used in plastic sheet extrusion?
Yes. WYLONG provides comprehensive hands-on operator training for all our twin screw extruder models, including customized protocols for plastic sheet extrusion and other specific applications, along with ongoing support to refine operational practices and maximize equipment performance.

Our professional team of technical experts provides services for your needs around the clock time.
