×
×


Plastic extrusion is a high-volume manufacturing process in which raw plastic—typically in pellet, granule, or powder form—is melted and forced through a custom-shaped die to form a continuous profile.
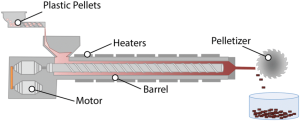
The journey starts with raw plastic—pellets, granules, or powder—being fed into the hopper. From there, it’s directed into the extruder’s barrel via the feed throat.
Inside the barrel, heaters and the rotating screw elevate the material to its melting point. The screw’s motion also builds pressure and pushes the molten plastic forward. Temperature control is essential to ensure uniform melting and avoid degradation.
The molten plastic passes through a breaker plate—filtering impurities and maintaining pressure—then enters a die, which shapes it into the desired profile.
After exiting the die, the extruded material must be cooled—using air, water baths, or cooling rolls—to solidify and maintain its shape. For sheets or films, cooling rolls can control thickness and surface texture; for tubing, vacuum-assisted water baths prevent collapse.
Once cooled, the continuous extrudate is moved by pullers or rollers (“haul-off”), then cut to length or wound for storage and shipment.
This method uses a flat, slit-shaped die to produce continuous sheets, which are cooled with rolls. It’s popular for making packaging materials, signage, and construction components.
Ideal for pipes, conduit, and custom profiles (e.g., window trims), using mandrels in the die to shape hollow or complex cross-sections. Often found in construction and plumbing industries.
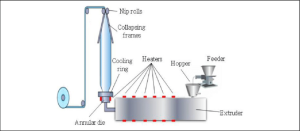
Used to make thin films—like those for shopping bags—involving extrusion in a circular die, inflating the plastic into a bubble, and flattening it via nip rollers.
Multiple layers of different plastics are combined in a single process to produce components with layered properties, such as improved strength or barrier performance. It’s implemented either via single-manifold or multi-manifold dies.
Cost-effective for high volume: Continuous operation lowers per-unit cost, making it more economical than some alternatives.
Versatility in shape and material: Able to create many profiles—from pipes to films—in a variety of thermoplastics like PVC, polyethylene, ABS, and more.
High production rates: Ideal for mass production, ensuring consistent output.
Design flexibility: Complex shapes with uniform cross-sections are achievable, and slight adjustments can be made before material cools completely.
Automation and precision: Modern extrusion lines can automatically control temperature, speed, and dimensions, enhancing tolerance control and repeatability.
High initial setup costs: Investment in extrusion lines, dies, and auxiliary equipment can be substantial—especially for custom or low-volume runs.
Design constraints: Only uniform cross-section products are feasible; complex or variable profiles are not suitable.
Die swell and dimensional variation: After exiting the die, molten plastic often expands unpredictably (“die swell”), making precise dimensional control a challenge.
Difficulty using recycled plastics: Impurities and inconsistency in recycled materials can affect quality and clog filters.
Plastic extrusion is a core plastic extrusion process prized for its cost-efficiency, scalability, and flexibility in producing continuous profiles. From its history in early 19th-century innovation to today’s advanced extrusion lines, it remains a cornerstone process in the plastics industry. Yet, like any manufacturing method, it comes with considerations—initial investment, design limitations, and material constraints—that must be weighed.
For high-volume, consistent cross-sectional products—from pipes and films to sheets and profiles—plastic extrusion remains a go-to technique. But for highly detailed or variable design components, alternative technologies such as injection molding or CNC machining might be a better fit.

Our professional team of technical experts provides services for your needs around the clock time.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator