×

In the world of plastic sheet manufacturing, the plastic sheet extruder stands as the heart of production, and its most critical component—the screw barrel—dictates everything from output quality to operational efficiency. Choosing a screw barrel tailored to your specific plastic material isn’t just a technical detail; it’s the foundation of consistent, high-quality plastic sheet extrusion, reducing waste, cutting downtime, and ensuring your plastic sheet production line runs at peak performance. This guide breaks down the science of screw barrel selection for the most common plastic materials used in sheet extrusion, aligning spec choices with material properties and real-world production needs to optimize your plastic sheet making machine.
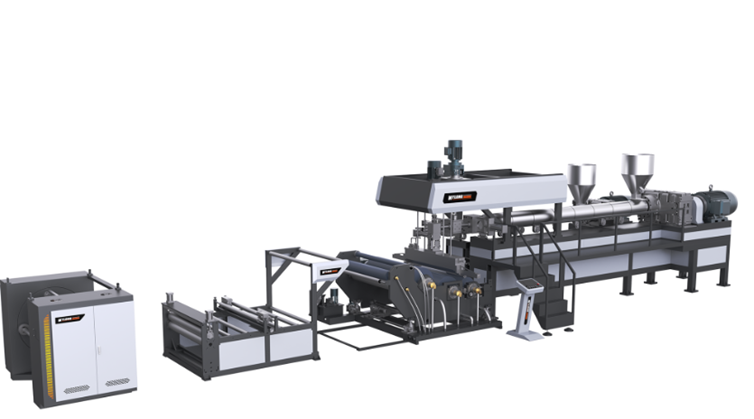
Every plastic sheet extruder machine relies on its screw barrel to perform the core plastic extrusion steps: melting, mixing, and conveying molten plastic into a uniform sheet. This component consumes nearly 70% of a line’s total energy, making its design and material compatibility non-negotiable for efficiency. Unlike general extrusion, sheet extrusion demands exceptional melt uniformity—even minor inconsistencies in the screw barrel’s performance translate to warped, uneven, or defective sheets.
The screw barrel’s role is twofold: the screw generates shear heat and pressure to melt plastic pellets, while the barrel provides a precise heating/cooling environment and wear resistance for continuous operation. For plastic sheet extrusion, the synergy between these two parts must match the unique flow, melting, and thermal properties of the plastic being processed; a one-size-fits-all approach will always lead to subpar results and increased operational costs.
Before selecting a screw barrel, understanding the key plastic material properties that drive spec choices is essential. These properties directly influence the screw’s geometry, the barrel’s material, and the overall design of your plastic sheet extruder line:
These properties act as a blueprint for every screw barrel decision, ensuring the component works with the material—not against it.
Three core specifications form the backbone of screw barrel selection for plastic sheet extrusion, each tailored to material properties and production goals:
Length-to-Diameter (L/D) Ratio: The ratio of barrel length to screw diameter, impacting melting, mixing, and throughput. Higher ratios (30:1 to 35:1) deliver superior mixing for uniform sheets, while lower ratios (25:1 to 28:1) suit fast-processing, low-shear materials.
Screw Profile: Includes flight depth, pitch, and geometry—deep flights for high-throughput soft plastics, shallow flights for high-shear melting of rigid materials, and barrier profiles for improved melt uniformity.
Barrel Material & Coating: Alloy steel (e.g., nitrided steel) for general use, tungsten carbide coatings for abrasive materials, and corrosion-resistant alloys for chemically reactive plastics like PVC.
| Key Spec | Purpose in Plastic Sheet Extrusion |
| L/D Ratio | Determines melt mixing quality and processing speed |
| Screw Profile | Matches shear and conveying to material viscosity |
| Barrel Coating | Extends lifespan and resists wear/ corrosion |
The golden rule of plastic sheet extruder design is matching the screw barrel to the material—each plastic requires a unique configuration to achieve optimal sheet quality and throughput. Below is the tailored selection for the six most common plastics in sheet extrusion:
Polyethylene, in both high-density (HDPE) and low-density (LDPE) forms, is a low-shear, easy-to-melt plastic ideal for flexible and rigid sheet production.
Polypropylene is a versatile, high-flow plastic used for food packaging, automotive, and industrial sheets, with a higher melting point than PE.
Polyethylene terephthalate is a thermally sensitive, moisture-absorbent plastic used for clear packaging and rigid sheets—one of the most demanding materials for sheet extrusion.
Polystyrene (including HIPS and GPPS) is a low-melting, easy-to-process plastic for clear sheets, packaging, and disposable products.
Acrylonitrile Butadiene Styrene is a tough, rigid plastic for industrial and automotive sheets, requiring consistent mixing of its three polymer components.
Polyvinyl Chloride (rigid and flexible) is a chemically reactive, thermally sensitive plastic used for construction, packaging, and medical sheets—one of the most challenging materials to extrude.
Beyond material matching, two critical factors ensure your screw barrel integrates seamlessly with your plastic sheet extruder line:

Even the most carefully selected screw barrel requires validation before full-scale production—this step eliminates costly downtime and ensures sheet quality meets your standards.
Pilot Run: Test the screw barrel with your target material at low throughput, checking for melt uniformity, sheet thickness consistency, and no signs of degradation (e.g., discoloration, bubbles).
Performance Metrics: Measure throughput, energy consumption, and sheet defect rate—adjust screw speed and barrel temperature to optimize these metrics.
Wear Check: Inspect the screw and barrel for early wear after the pilot run, especially for abrasive materials, to confirm coating and material compatibility.
A well-selected screw barrel will only deliver long-term value with proper maintenance—neglect leads to premature wear, poor sheet quality, and unplanned downtime for your plastic sheet making machine.
Industry data shows that consistent maintenance can extend screw barrel lifespan by up to 50%, a critical return on investment for any plastic sheet production line.
Screw barrel selection for plastic sheet extrusion is not a one-time decision—it’s a strategic alignment of component design with material properties, production goals, and line compatibility. The right screw barrel transforms your plastic sheet extruder from a basic production machine into a reliable workhorse, delivering uniform, defect-free sheets, reducing waste, and boosting the overall efficiency of your plastic sheet extruder line. From low-shear PE to thermally sensitive PVC, each material demands a tailored configuration, and cutting corners on this selection will always lead to compromised quality and higher operational costs.
WYLONG is a trusted partner for plastic sheet extrusion companies worldwide, engineering custom screw barrels and fully integrated plastic sheet extruder machine solutions tailored to every plastic material and production scale. Our expertise spans from spec selection and validation to maintenance support, ensuring your production line runs at peak performance for years to come. Every component we design is built for the unique demands of sheet extrusion, balancing melt uniformity, throughput, and durability to meet your exact quality standards. If you’re ready to optimize your plastic sheet extruder with a precision-engineered screw barrel, contact them today to consult with our experts and build a solution aligned with your material needs and production goals.
What is the most critical factor in screw barrel selection for a plastic sheet extruder?
Material compatibility is the single most critical factor—matching the screw barrel’s design, L/D ratio, and material to the plastic’s thermal and flow properties ensures uniform melt and defect-free sheet production.
Can a single screw barrel be used for multiple plastics in plastic sheet extrusion?
While some general-purpose screw barrels work for similar plastics (e.g., HDPE and LDPE), dedicated screw barrels are always recommended for dissimilar materials (e.g., PET and PVC) to avoid quality issues and material degradation.
What should I look for when evaluating a plastic sheet extruder for sale in terms of screw barrel quality?
Prioritize a machine with a customizable screw barrel (modular L/D ratio, interchangeable profiles), high-quality barrel coatings (nitrided steel or alloy), and compatibility with your target materials—avoid machines with fixed, one-size-fits-all screw barrels.
How do plastic extrusion steps impact screw barrel selection for sheet production?
Sheet extrusion demands a greater focus on melt mixing and uniformity than other extrusion processes, so screw barrels for this application need higher L/D ratios (for mixing) and barrier profiles (for consistent melt) compared to those used for profile or pipe extrusion.
Does WYLONG provide maintenance support for screw barrels used in plastic sheet extruder line systems?
Yes. WYLONG offers comprehensive maintenance support, including regular inspections, cleaning guidelines, and replacement parts for screw barrels, along with on-site technical support to optimize the performance of your plastic sheet making machine and minimize downtime.

Our professional team of technical experts provides services for your needs around the clock time.
